正文
正文SEMEM_影响翅片管散热器的重要因素――翅片管的加工工艺
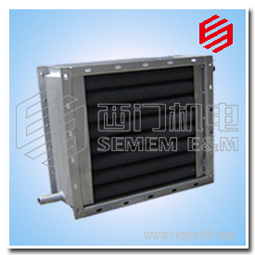
(翅片散热器核心部件――翅片管)
(翅片散热器核心部件――翅片管)

翅片管散热器的核心散热原件为翅片管,翅片管长期工作在高温烟气的工况下,对其性能要求非常高。它的性能好坏会导致散热器整机系统工作失效或缓慢,耽误生产效率。散热翅片管作为翅片散热器的核心部件,它的性能决定散热器整机的使用,所以翅片散热器相对应的环境所选的翅片管在选购的时候是非常重要的。而翅片管的生产加工工艺是不得不考虑的。
从翅片管散热器的翅片管生产技术现状方面分类,大致可分为套装翅片、镶嵌式螺旋翅片、钎焊螺旋翅片、高频焊螺旋翅片、三辊斜轧螺旋翅片五大种类。下面由西门机电为您一一的具体分析:
1、套装翅片
翅片管散热器中的套装翅片生产工艺首先利用冲床进行加工单个翅片,然后采用人工或者机械的方法,按照一定的翅距,按照过盈将翅片套装在管子的外表面上。这是当前应用最早的一种翅片管的加工方式。虽然加工的方法是最为古老的,但是实用性还是适用于当今的市场。人工加工的方法就是属于一种劳动密集型的作业方式,适用于一般小厂或者是乡镇企业的技术和资金条件。不过这种方法因为翅片有人工压入的力度有限,故套装的过盈量小,翅片容易产生松动现象。当然,使用翅片套装机进行生产,其不会出现松动现象。因为翅片靠机械式或者液压式压入力度均匀,冲击力大,能够产生较大的过盈量。使得翅片和基管之间的结合强度很高。

翅片管散热器中的镶嵌式螺旋翅片生产工艺首先在钢管上预加工出一定宽度和深度的螺旋槽,再在车床上把钢带镶嵌在钢管上。缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带两端焊在钢管上。便于镶嵌。在钢带和螺旋槽间必要要有一定的侧隙,如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。缠绕的钢带总会有一定的回弹,其结果会使得钢带和螺旋槽不能很好的结合。
3、钎焊式螺旋翅片

翅片管散热器中的钎焊式螺旋翅片生产工艺首先,将缠好钢带的管子放进锌液槽内进行整体热镀锌。镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤。镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠。镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护。镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补。

翅片管散热器中的高频焊螺旋翅片生产工艺的基础就是利用高频电流的两大基础,集肤效应和邻近效应。借助集肤效应可以使高频电能量集中在钢管的表层。邻近效应则控制高频电流的流动和范围。 高频电流集中在钢管的某一个部位时,两大效应同时同时作用,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。翅片的焊合率高,可达95%。
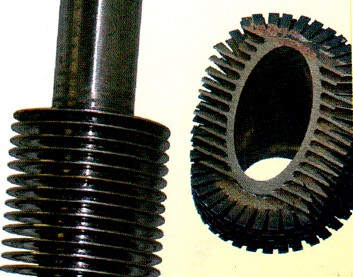
5、三辊斜轧螺旋翅片
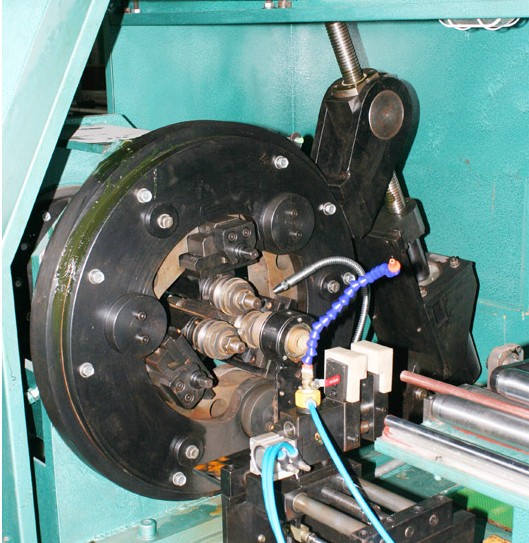
翅片管散热器中的三辊斜轧螺旋翅片的生产原理是在光管内衬一根芯棒,经过辊刀片的旋转地阿东,无缝钢管通过轧槽与芯头组成的孔腔在外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
点击了解>>散热翅片管 详情。
版权所有:西门机电,转载请注明。